
Введение: Решение технологических проблем при производстве высококонцентрированных огнестойких полиолефиновых компаундов ATH/MDH
В кабельной промышленности строгие требования к огнестойкости имеют важное значение для обеспечения безопасности персонала и оборудования в случае пожара. Гидроксид алюминия (ATH) и гидроксид магния (MDH), как безгалогенные антипирены, широко используются в полиолефиновых кабельных компаундах благодаря их экологичности, низкому дымообразованию и отсутствию коррозионного выделения газов. Однако для достижения требуемых огнестойких характеристик часто необходимо добавлять в полиолефиновую матрицу высокие концентрации ATH и MDH — обычно 50–70 мас.% или выше.
Хотя такое высокое содержание наполнителя значительно повышает огнестойкость, оно также создает серьезные технологические проблемы, включая увеличение вязкости расплава, снижение текучести, ухудшение механических свойств и низкое качество поверхности. Эти проблемы могут существенно ограничить эффективность производства и качество продукции.
Цель данной статьи — систематически изучить технологические проблемы, связанные с применением высококонцентрированных огнестойких полиолефиновых компаундов ATH/MDH в кабельной промышленности. На основе анализа рынка и практического опыта, статья посвящена исследованию проблем, возникающих при обработке высококонцентрированных огнестойких полиолефиновых компаундов ATH/MDH в кабельной продукции.идентифицирует эффективныйобработкадобавкидлядля решения этих проблем. Представленная информация призвана помочь производителям проводов и кабелей оптимизировать составы и улучшить производственные процессы при работе с высококонцентрированными огнестойкими полиолефиновыми компаундами ATH/MDH.
Понимание огнестойких добавок ATH и MDH
ATH и MDH — два основных неорганических безгалогенных антипирена, широко используемых в полимерных материалах, особенно в кабельной промышленности, где предъявляются высокие требования к безопасности и охране окружающей среды. Они действуют за счет эндотермического разложения и выделения воды, разбавляя горючие газы и образуя защитный оксидный слой на поверхности материала, который подавляет горение и уменьшает дымность. Температура разложения ATH составляет приблизительно 200–220 °C, в то время как температура разложения MDH выше — 330–340 °C, что делает MDH более подходящим для полимеров, обрабатываемых при более высоких температурах.
1. Механизмы огнезащиты ATH и MDH включают:
1.1. Эндотермическое разложение:
При нагревании ATH (Al(OH)₃) и MDH (Mg(OH)₂) подвергаются эндотермическому разложению, поглощая значительное количество тепла и понижая температуру полимера, что замедляет термическую деградацию.
ATH: 2Al(OH)₃ → Al₂O₃ + 3H₂O, ΔH ≈ 1051 Дж/г.
MDH: Mg(OH)₂ → MgO + H₂O, ΔH ≈ 1316 Дж/г
1.2. Выделение водяного пара:
Выделяющийся водяной пар разбавляет горючие газы вокруг полимера и ограничивает доступ кислорода, препятствуя горению.
1.3. Формирование защитных слоев:
Образующиеся оксиды металлов (Al₂O₃ и MgO) соединяются со слоем полимерного угля, образуя плотный защитный слой, который блокирует проникновение тепла и кислорода и препятствует выделению горючих газов.
1.4. Подавление дыма:
Защитный слой также адсорбирует частицы дыма, снижая общую плотность дыма.
Несмотря на превосходные огнезащитные свойства и экологические преимущества, для достижения высоких показателей огнестойкости обычно требуется 50–70% или более ATH/MDH по массе, что является основной причиной трудностей в последующей обработке.
2. Ключевые технологические проблемы обработки высоконагруженных полиолефинов ATH/MDH в кабельной промышленности
2.1. Ухудшение реологических свойств:
Высокая концентрация наполнителя резко увеличивает вязкость расплава и снижает текучесть. Это затрудняет пластификацию и текучесть во время экструзии, требуя более высоких температур обработки и сдвиговых усилий, что увеличивает энергопотребление и ускоряет износ оборудования. Сниженная текучесть расплава также ограничивает скорость экструзии и эффективность производства.
2.2. Снижение механических свойств:
Большое количество неорганических наполнителей разбавляет полимерную матрицу, значительно снижая прочность на разрыв, относительное удлинение при разрыве и ударную вязкость. Например, добавление 50% или более ATH/MDH может снизить прочность на разрыв примерно на 40% или более, что создает проблемы для гибких и долговечных кабельных материалов.
2.3. Проблемы рассеивания:
Частицы ATH и MDH часто агрегируют в полимерной матрице, что приводит к концентрации напряжений, снижению механических характеристик и дефектам экструзии, таким как шероховатость поверхности или образование пузырьков.
2.4. Низкое качество поверхности:
Высокая вязкость расплава, плохая дисперсия и ограниченная совместимость наполнителя с полимером могут привести к шероховатости или неровности поверхности экструдата, вызывая образование «акульей кожи» или наплывов в области фильеры. Накопление материала в области фильеры (образование капель в фильере) влияет как на внешний вид, так и на непрерывность производства.
2.5. Влияние электрических свойств:
Высокое содержание наполнителя и неравномерное распределение могут влиять на диэлектрические свойства, такие как объемное удельное сопротивление. Кроме того, ATH/MDH обладает относительно высоким влагопоглощением, что потенциально может повлиять на электрические характеристики и долговременную стабильность во влажной среде.
2.6. Узкое окно обработки:
Диапазон рабочих температур для высококонцентрированных огнестойких полиолефинов узок. ATH начинает разлагаться примерно при 200 °C, а MDH — примерно при 330 °C. Для предотвращения преждевременного разложения и обеспечения огнестойкости и целостности материала необходим точный контроль температуры.
Эти проблемы усложняют переработку полиолефинов ATH/MDH с высокой концентрацией активного вещества и подчеркивают необходимость эффективных технологических добавок.
Таким образом, для решения этих проблем в кабельной промышленности были разработаны и применены различные технологические добавки. Эти добавки улучшают совместимость полимера и наполнителя на границе раздела фаз, снижают вязкость расплава и улучшают дисперсию наполнителя, оптимизируя как технологические характеристики, так и конечные механические свойства.
Какие технологические добавки наиболее эффективны для решения проблем обработки и качества поверхности высококонцентрированных огнестойких полиолефиновых компаундов ATH/MDH, используемых в кабельной промышленности?

Добавки и вспомогательные вещества на основе силикона:
SILIKE предлагает универсальные решения.Технологические добавки на основе полисилоксанаНаши решения подходят как для стандартных термопластов, так и для конструкционных пластиков, помогая оптимизировать процессы и повысить эксплуатационные характеристики готовой продукции. Ассортимент нашей продукции включает в себя всё: от проверенной силиконовой мастербатчи LYSI-401 до инновационной добавки SC920, разработанной для повышения эффективности и надежности при экструзии высоконагруженных безгалогенных кабелей LSZH и HFFR LSZH.

Конкретно,Силиконовые технологические добавки на основе сверхвысокомолекулярного молекулярного полиэтилена (UHMW)Доказано, что эти свойства полезны для огнестойких полиолефиновых компаундов ATH/MDH, используемых в кабелях. Ключевые эффекты включают:
1. Снижение вязкости расплава: Полисилоксаны мигрируют к поверхности расплава в процессе обработки, образуя смазывающую пленку, которая снижает трение с оборудованием и улучшает текучесть.
2. Улучшенная дисперсия: Кремниевые добавки способствуют равномерному распределению ATH/MDH в полимерной матрице, минимизируя агрегацию частиц.
3. Улучшенное качество поверхности:Силиконовая мастербатча LYSI-401Уменьшает образование налета на матрице и разрушение расплава, обеспечивая более гладкую поверхность экструдата с меньшим количеством дефектов.
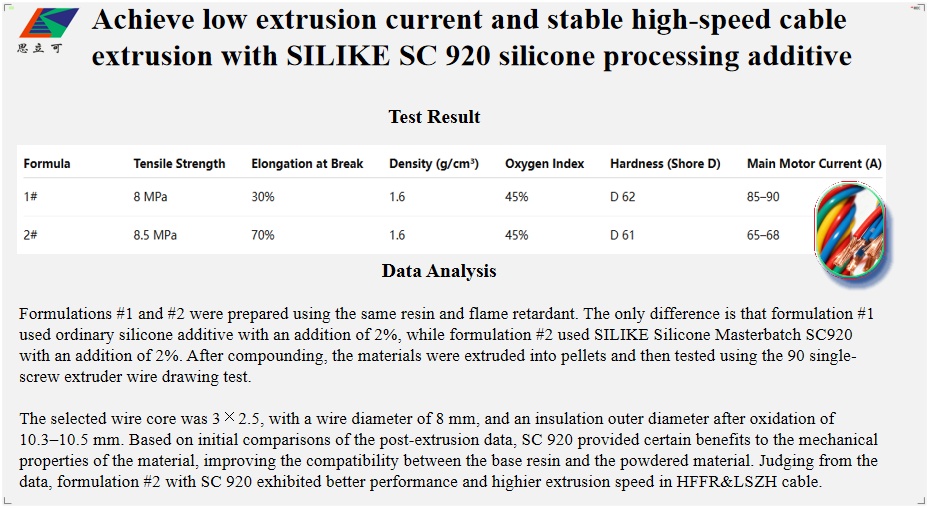
4. Более высокая скорость линии:Силиконовая вспомогательная добавка для обработки SC920Подходит для высокоскоростной экструзии кабелей. Предотвращает нестабильность диаметра проволоки и проскальзывание шнека, а также повышает эффективность производства. При том же энергопотреблении объем экструзии увеличивается на 10%.
5. Улучшенные механические свойства: Благодаря улучшению дисперсии наполнителя и межфазной адгезии, силиконовая мастербатч-смесь повышает износостойкость композита и его механические характеристики, такие как ударная вязкость и относительное удлинение при разрыве.
6. Синергизм огнезащитных свойств и подавление дымообразования: силоксановые добавки могут незначительно улучшить огнезащитные свойства (например, увеличить кислородное давление) и снизить выбросы дыма.
SILIKE — ведущий производитель силиконовых добавок, технологических добавок и термопластичных силиконовых эластомеров в Азиатско-Тихоокеанском регионе.
Нашвспомогательные средства для обработки силиконаОни широко применяются в термопластичной и кабельной промышленности для оптимизации технологических процессов, улучшения дисперсии наполнителя, снижения вязкости расплава и получения более гладких поверхностей с большей эффективностью.
Среди них силиконовая мастербатч-смесь LYSI-401 и инновационная силиконовая технологическая добавка SC920 являются проверенными решениями для огнестойких полиолефиновых составов ATH/MDH, особенно при экструзии кабелей LSZH и HFFR. Благодаря интеграции силиконовых добавок и технологических вспомогательных средств SILIKE производители могут добиться стабильного производства и неизменного качества.
If you are looking for silicone processing aids for ATH/MDH compounds, polysiloxane additives for flame-retardant polyolefins, silicone masterbatch for LSZH / HFFR cables, improve dispersion in ATH/MDH cable compounds, reduce melt viscosity flame-retardant polyolefin extrusion, cable extrusion processing additives, silicone-based extrusion aids for wires and cables, please visit www.siliketech.com or contact us at amy.wang@silike.cn to learn more.
Дата публикации: 25 сентября 2025 г.




